It All Begins with The Selection Of The best Materials
CONTINUE
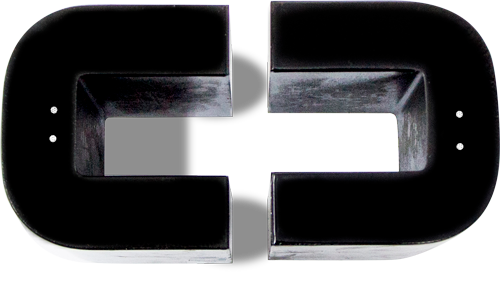
CUT CORES ASSEMBLY
Since the permeability of the air-gap is a unity -thousands of times smaller than that of the core material – the added reluctance of the air-gap is relatively large. EILOR`s manufacturing process minimizes the gap by lapping and cleaning the surfaces. In order to keep the exciting current at a minimum level it is advisable to follow the recommendations below:
Care should be taken to keep the surfaces in good condition.
Each core half has an identifying dot. Cores must be assembled with both dots on the same side to assure proper orientation.
Clean the surface with suitable solvent or rub on a clean sheet of paper.
While inserting the core halves into coil tube, care should be taken to insure that no foreign material-especially of the coil tube-is scraped into the gap.
TABLE. BANDING RECOMMENDATIONS
CoreCross-Section, mm ²
CoreStrip Width, mm
Band Size, mm
Number.of Bands Required
BandingForce, kg
36-120
6-10
5 ´ 0.15
1
18
120-240
10-25
10 ´ 0.15
1
35
240-480
10-38
10 ´ 0.30
1
70
–
38 or larger
10 ´ 0.15
2
35
480-970
13-29
10 ´ 0.30
1
70
–
32 or larger
10 ´ 0.30
2
70
970-1930
19 or larger
19 ´ 0.60
1
280
1930-2740
19 or larger
19 ´ 0.90
1
410
2740-3870
51 or larger
19 ´ 0.60
2
280
3870-5800
83 or larger
19 ´ 0.60
3
280
Note:
Other band sizes, numbers of bands and banding forces have also been found convenient.
Contact Us
We're not around right now. But you can send us an email and we'll get back to you, asap.